






| 2012年05月29日 06:24 | 來源:車訊網(wǎng) |
作者:
郭磊
|
我要評論(0) |
整車焊接(得分:6分)
一汽-大眾一直把激光焊接作為超凡工藝來宣傳,我們常見的車身焊接工藝一般有點(diǎn)焊和激光焊接兩種,激光焊接的優(yōu)點(diǎn)主要有焊接強(qiáng)度高、焊接速度快、零件焊接變形小、對沖壓件質(zhì)量提出更高的要求、還有最重要的焊接處非常美觀,當(dāng)然隨之用料成本也是比較高的。從車頂與車身側(cè)面接縫處就可以清晰的分辨。簡單的說激光焊接沒有明顯焊接接縫,而點(diǎn)焊是可以明顯看出來的。
具體說激光焊接和點(diǎn)焊兩種焊接方式那個更好更牢固,目前在網(wǎng)上眾說紛紜,這個問題我們也在進(jìn)一步籌劃中,準(zhǔn)備做一系列試驗(yàn)來驗(yàn)證,使用相同硬度和厚度的鋼板進(jìn)行激光焊接和點(diǎn)焊兩種方式,然后針對鋼板做各種屈服度、拉伸等實(shí)驗(yàn)。目前能證明的一點(diǎn)就是激光焊接的成本高于點(diǎn)焊。
我們繼續(xù)來看新速騰的A/B/C柱的門框焊接工藝,也看不到明顯的焊接痕跡。等等!什么?我懷疑自己是否貼錯圖了?再次確定沒有貼錯。新速騰車門框并沒有使用激光焊接,而是點(diǎn)焊。廠家放棄快而精準(zhǔn)的激光焊接不用卻選擇點(diǎn)焊,那么只有一個理由就是降低成本。同一廠家售價比它便宜的一汽-大眾高爾夫6使用的是激光焊接。看來新速騰不僅僅是懸掛在縮水。


一汽-大眾高爾夫六焊接工藝
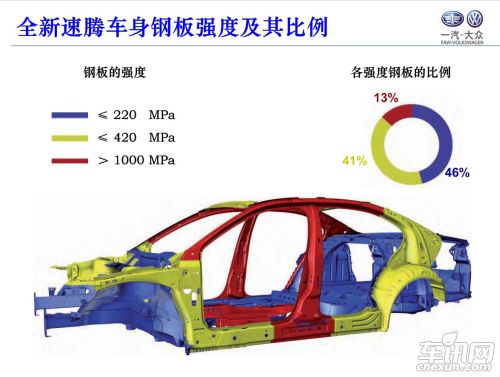
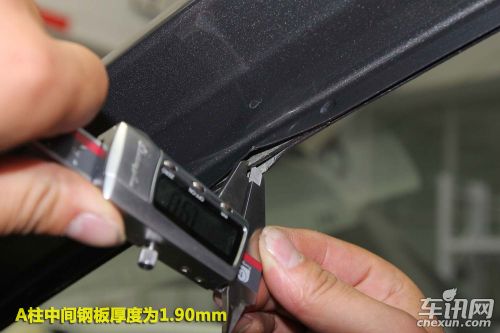
為了保護(hù)車內(nèi)成員的安全,一般車身整體會設(shè)計(jì)成不同強(qiáng)度的鋼板拼接而成,下面例圖是新速騰車身鋼板強(qiáng)度的分布情況。接近成員附近的A/B柱和中間門檻梁使用>1000MPa強(qiáng)度的鋼板,為了達(dá)到碰撞后有效的分力和潰縮,前后防撞梁的縱梁部分使用接近220MPa強(qiáng)度的鋼板。當(dāng)然并不是使用越強(qiáng)的鋼板車就越結(jié)實(shí),車輛安全性與結(jié)構(gòu)設(shè)計(jì)、鋼板強(qiáng)度、鋼板厚度、等等條件綜合考慮。下面我們分別對速騰的A/B/C柱的鋼板厚度進(jìn)行測量,在此就不一一舉例。






編輯點(diǎn)評:新速騰的焊接工藝令人失望,剛剛經(jīng)歷了上海大眾途觀的“鏤空”焊接工藝,這次又看到新速騰放棄激光焊接而使用點(diǎn)焊的設(shè)計(jì)。難道大眾也開始走整容路線了。
















